Hey Guest!
Hey Guest!

 Hey - did you know if you click on the title of a thread it will take you to the first unread post since you last visited that thread?
Hey - did you know if you click on the title of a thread it will take you to the first unread post since you last visited that thread?
 but were afraid to ask:
but were afraid to ask:  STOP!! Never post your email address in open forums. Bots can "harvest" your email! If you must share your email use a Private Message or use the
STOP!! Never post your email address in open forums. Bots can "harvest" your email! If you must share your email use a Private Message or use the  smilie in place of the real @
smilie in place of the real @
 Pretty Please - add it to our Events forum(s) and add to the calendar! >>
Pretty Please - add it to our Events forum(s) and add to the calendar! >> 
M_Pied_Lourd
Darth Vader
Offline
Hi Guys,
Well, this is probably the first of a few questions regarding some rust repairs on my 3A restoration as I have now moved 100 per cent effort in getting the body done.
Disclaimer....I am not a body guy and have previously farmed out the small amounts of metal work that were required on my TR6 resto. I have decided that I want to do this work myself and have purchased a MIG welder and have been learning how to weld by practicing on scrap/reading and watching videos etc. I am pretty confident that I can do the work.
So, my first repair will be the passenger side floor kick panel/inner sill area. Looking for advice on the repair but I wanted to also tell you what I am thinking of doing.
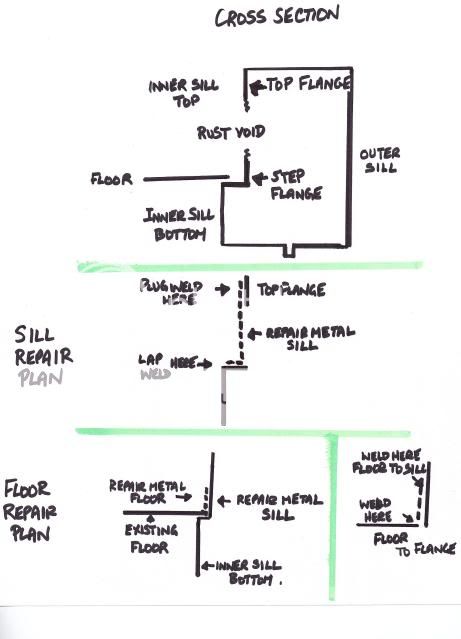
Last night, I managed to clean the area up a little better than what is shown in the photo below. I have good solid metal at the top of the sill and solid metal on the outer and bottom of the sill just below the floor line. I would like to do this repair in two stages.
1. Cut there floor where indicated and bend back or down slightly to access the sill area level with the floor and slightly lower. Clean and square off the repair section in the sill. Before closing in with metal I will be spray inside the sill cavity with rust converter and paint and used weld through primer on the back/inside of the patch panel. Plug weld the top of the new sheet metal to the sill flange just below where the verticle side piece begins. Finish welding in the repair piece to close in the sill. Clean up welds and prime.
2. Clean the outside edge of the floor pan. Weld a new 2 inch verticle piece (approx)on the side of the floor pan. Reposition the floor pan Plug weld the top of this verticle piece to the newly repaired inner sill metal. Repair the cuts in the floor.

Your input would be appreciated.
Cheers,
M. Pied Lourd
Well, this is probably the first of a few questions regarding some rust repairs on my 3A restoration as I have now moved 100 per cent effort in getting the body done.
Disclaimer....I am not a body guy and have previously farmed out the small amounts of metal work that were required on my TR6 resto. I have decided that I want to do this work myself and have purchased a MIG welder and have been learning how to weld by practicing on scrap/reading and watching videos etc. I am pretty confident that I can do the work.
So, my first repair will be the passenger side floor kick panel/inner sill area. Looking for advice on the repair but I wanted to also tell you what I am thinking of doing.
Last night, I managed to clean the area up a little better than what is shown in the photo below. I have good solid metal at the top of the sill and solid metal on the outer and bottom of the sill just below the floor line. I would like to do this repair in two stages.
1. Cut there floor where indicated and bend back or down slightly to access the sill area level with the floor and slightly lower. Clean and square off the repair section in the sill. Before closing in with metal I will be spray inside the sill cavity with rust converter and paint and used weld through primer on the back/inside of the patch panel. Plug weld the top of the new sheet metal to the sill flange just below where the verticle side piece begins. Finish welding in the repair piece to close in the sill. Clean up welds and prime.
2. Clean the outside edge of the floor pan. Weld a new 2 inch verticle piece (approx)on the side of the floor pan. Reposition the floor pan Plug weld the top of this verticle piece to the newly repaired inner sill metal. Repair the cuts in the floor.
Your input would be appreciated.
Cheers,
M. Pied Lourd