Is it grease, or oil? The rear axle is lubricated with oil, the wheel bearing with grease.
If you are getting grease out, most likely the bearing has been over-greased. The factory literature is very specific on no more than 5 strokes per 6000 miles.
If you are getting oil out, then it is the inner seal that is leaking. The inner seals can be replaced without removing the hub from the shaft; just remove the hub & shaft as an assembly and change the seal.
The key to getting the hubs off the shaft appears to be not letting the hub distort during the process. If you just throw them in a press, the press plates are out far enough that the hub tries to fold up like a flower, causing it to pinch the shaft tighter as you apply more pressure. Lots of folks have ruined the hubs that way. The factory tool supports the face of the hub and at least reduces the distortion. There is a dimensioned drawing at the end of this article
https://drive.google.com/file/d/0B2...Y2IzLTg1YWUtZTY0MWFmMWRlMzI3/view?usp=sharing
Here is another man's solution, that reportedly works well
https://drive.google.com/file/d/0B2...OTY1LTljNzEtZDMyNjM5OWFkZTQ4/view?usp=sharing
Personally, I am very leery of applying heat to the hub. Obviously it does get hot in service, but the axles are hardened and as little as 400F can potentially alter the temper, creating a discontinuity that can eventually break. I've never broken one, but I know people who have, and everyone I've asked has used heat to help separate the hubs. So far, I'm having good luck with some very heavy press plates that I altered to fit as closely behind the hub as possible, including machining reliefs for the back of the wheel studs. But I've only done about 5 hubs so far (with no damage), so not really a good test. That includes the one where I destroyed my version of the factory puller, literally crushing a 1" diameter ACME forcing screw until it wouldn't fit back through the nut.
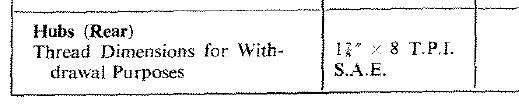
Interestingly enough, I came across a table the other day that describes the thread on the outside of the hub as being for removing them. It would be interesting to try building a puller that screws onto those threads and see how that works.
View attachment 37485
 Hey Guest!
Hey Guest!

 Hey - did you know if you click on the title of a thread it will take you to the first unread post since you last visited that thread?
Hey - did you know if you click on the title of a thread it will take you to the first unread post since you last visited that thread?
 but were afraid to ask:
but were afraid to ask:  STOP!! Never post your email address in open forums. Bots can "harvest" your email! If you must share your email use a Private Message or use the
STOP!! Never post your email address in open forums. Bots can "harvest" your email! If you must share your email use a Private Message or use the  smilie in place of the real @
smilie in place of the real @
 Pretty Please - add it to our Events forum(s) and add to the calendar! >>
Pretty Please - add it to our Events forum(s) and add to the calendar! >>