
 Hey Guest!
Hey Guest!

 Hey - did you know if you click on the title of a thread it will take you to the first unread post since you last visited that thread?
Hey - did you know if you click on the title of a thread it will take you to the first unread post since you last visited that thread?
 but were afraid to ask:
but were afraid to ask:  STOP!! Never post your email address in open forums. Bots can "harvest" your email! If you must share your email use a Private Message or use the
STOP!! Never post your email address in open forums. Bots can "harvest" your email! If you must share your email use a Private Message or use the  smilie in place of the real @
smilie in place of the real @
 Pretty Please - add it to our Events forum(s) and add to the calendar! >>
Pretty Please - add it to our Events forum(s) and add to the calendar! >> 
Still learning here, and these welds need to be ground down still, but starting to come together. The metal here is really thin, and it can be hard not to blow holes in it.
Initial test fitting of the patch panels;

Some tack welds to hold the panel in place;
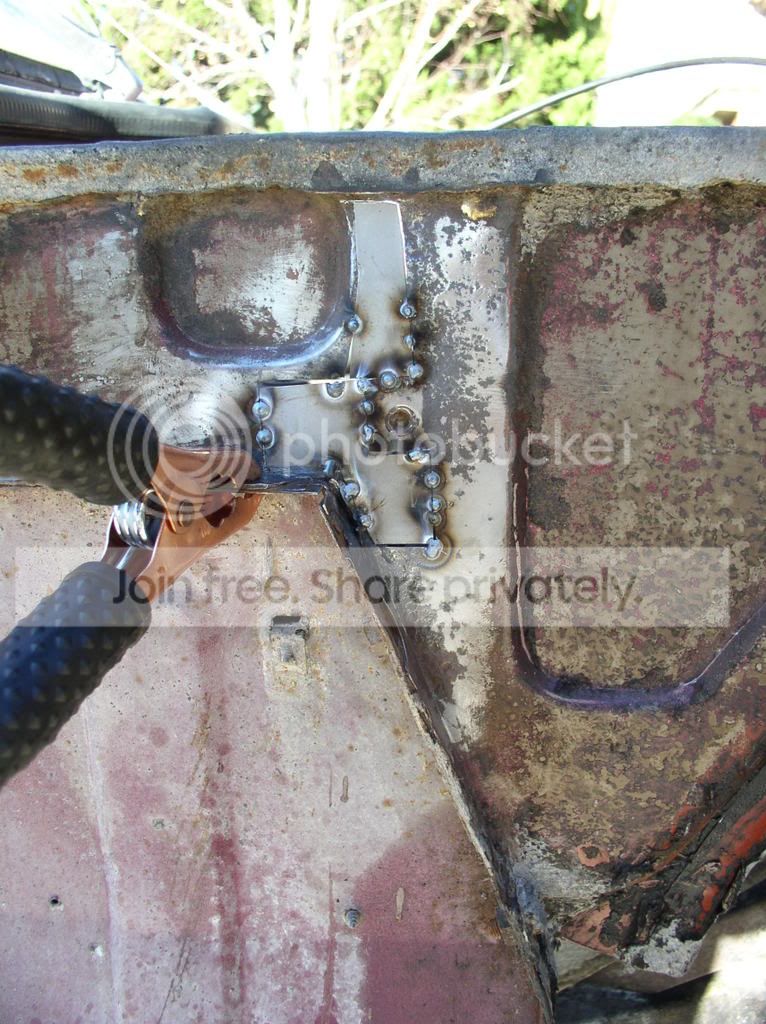
These welds are a bit "bulky" but will probably grind down OK. I usually have some touch up to do after the first pass at grinding the welds down, and tend to over compensate by putting more new metal in than is ideal.

The only view that <span style="font-weight: bold"><span style="font-style: italic">really</span></span> counts is looking at the inner fender from the engine bay. The outside fenders will hide the ugly welds where I had to build up some metal. I was trying to balance getting acceptable weld penetration with not distorting the metal and trying to minimize the need for any filler.

As you can see I still have some work to do...
Initial test fitting of the patch panels;
Some tack welds to hold the panel in place;
These welds are a bit "bulky" but will probably grind down OK. I usually have some touch up to do after the first pass at grinding the welds down, and tend to over compensate by putting more new metal in than is ideal.
The only view that <span style="font-weight: bold"><span style="font-style: italic">really</span></span> counts is looking at the inner fender from the engine bay. The outside fenders will hide the ugly welds where I had to build up some metal. I was trying to balance getting acceptable weld penetration with not distorting the metal and trying to minimize the need for any filler.
As you can see I still have some work to do...
