
 Hey Guest!
Hey Guest!
JeffR1
Freshman Member
I have a newly ground camshaft for my 51 Bentley 4.25 litre engine, and I need to clean up the tappets; they require that they be ground flat with no crown on them, and I can't find anyone that wants to do this.
No one seems to have the equipment anymore to grind them flat.
I've posted over at the RR/Bentley forums that I've belonged to for many years, and I'm not getting the responses I'd hoped for, just 1, to find someone with a lathe and a tool post grinder.
I've contacted many machine shops, most just ignore me.
The last one is Egge Machine shop in California and I' waiting for the owner to comment.
New lifters are available at £78.00 each, and I would pay this, except they are made oversize and one is expected to have them ground to fit the block.
That is just not practical to have that done, and I'm sure that finding someone to do that would be nearly impossible.
Plus those lifters are ground to match their (Introcar's) ground cams, the one I have is from Flying Spares.
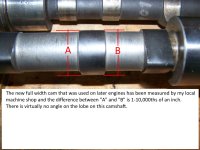
I'll just post these photos I have, they explain what's going on.
No one seems to have the equipment anymore to grind them flat.
I've posted over at the RR/Bentley forums that I've belonged to for many years, and I'm not getting the responses I'd hoped for, just 1, to find someone with a lathe and a tool post grinder.
I've contacted many machine shops, most just ignore me.
The last one is Egge Machine shop in California and I' waiting for the owner to comment.
New lifters are available at £78.00 each, and I would pay this, except they are made oversize and one is expected to have them ground to fit the block.
That is just not practical to have that done, and I'm sure that finding someone to do that would be nearly impossible.
Plus those lifters are ground to match their (Introcar's) ground cams, the one I have is from Flying Spares.
I'll just post these photos I have, they explain what's going on.
Attachments






Last edited:

