Thanks Tush...hope you and all had a great Xmas!
Week 15!
So, today the post is about the first of my "wings". I merely grabbed the one that was on top in the shed, and it turned out to be the left front. I think many will find this interesting, as, frankly, this wing should be scrapped. But, it shows how to fix a wing that is about as bad as it gets.
The original (red) wing is both hit, bondo'd, drilled, and rusted through. I brought it out of storage, but also went straight to the donor car, hoping all the while that the donor wing was in better shape. This is it. On first glance it looks pretty decent...until...
Yes, this is a nail holding the donor wing on! I thought I'd seen it all, but this shows, when it comes to old cars you can not even imagine how bad people can treat these cars.
The following are just some pics showing what I was confronted with on my 2 left wings...
This shows the original wing flange that bolts to the front apron. An obvious front end ding that was never straightened.
Original wing front flange from a different angle. Not shown is that the flange where it meets the scuttled is also rusted out.
These are of the lower mounting flange on the original wing. That mangled strip of rust is part of the inner sill that came off with the wing. It came off with the wing because it was brazed onto it. If you guys have followed this ordeal from the beginning, you remember how much I like brazing during body work...NOT!
And, here is the rear mounting flange on the original wing. No, it is not supposed to be flat like that. This wing is mangled from top to bottom and front to back. And, I haven't even taken the bondo off yet!
Bottom flange again, This is supposed to stick out from the wing at almost 90 degrees. It is flat to the wing because it is so rusted that it has no strength and flattened when I simply laid the wing on the ground.
Moving on to the "spare" wing from the donor car, this is what it looks like on the inside once it came off. Right away you will notice there is no lower mounting flange...at all. The fabric weave pattern is fiberglass cloth...never a good sign. As I ran my hand across the cloth, I realized that the entire lower wing is "walnutted", to quote a term Steve used. Walnutted is when someone banged on the metal with (what can only be guessed as) a ball peen hammer. It results in hundreds of little dome shaped bumps.
The 2 wings standing together. The red is the original. You can see a scrape and dent above the wheel opening. This is just one of many dents I later found under the bondo.
I would really dislike glass and bondo, but unlike brass, it comes off with a little heat from a torch and a scraper. So, although annoying, not at all difficult to remove to get back to basics.
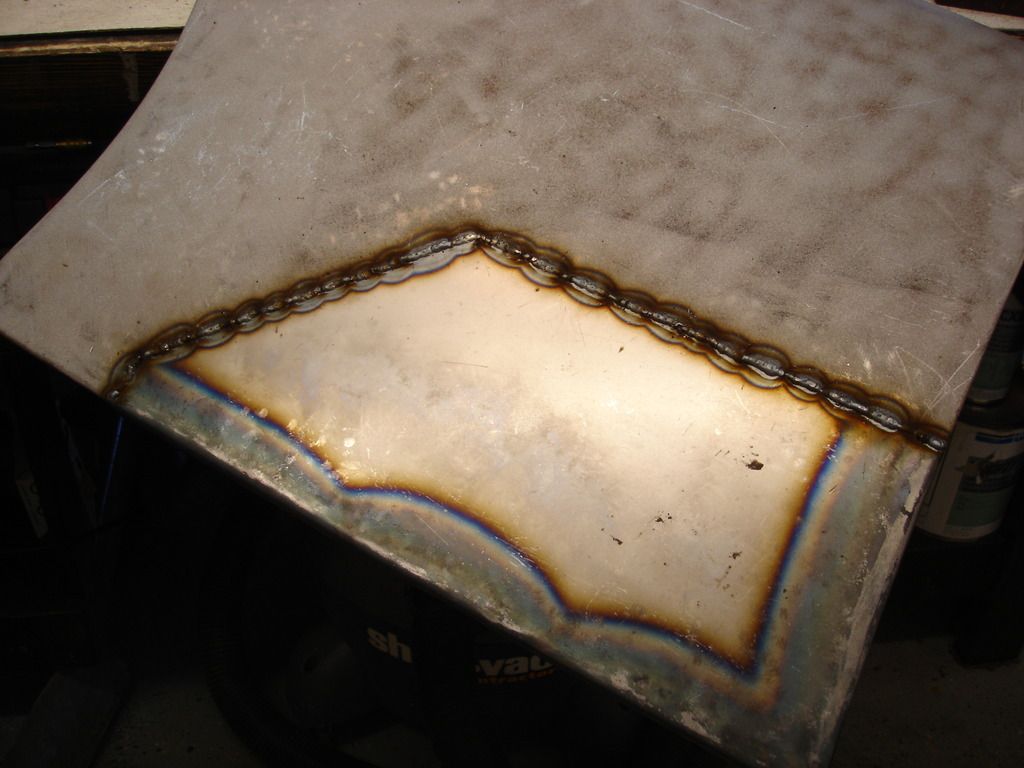
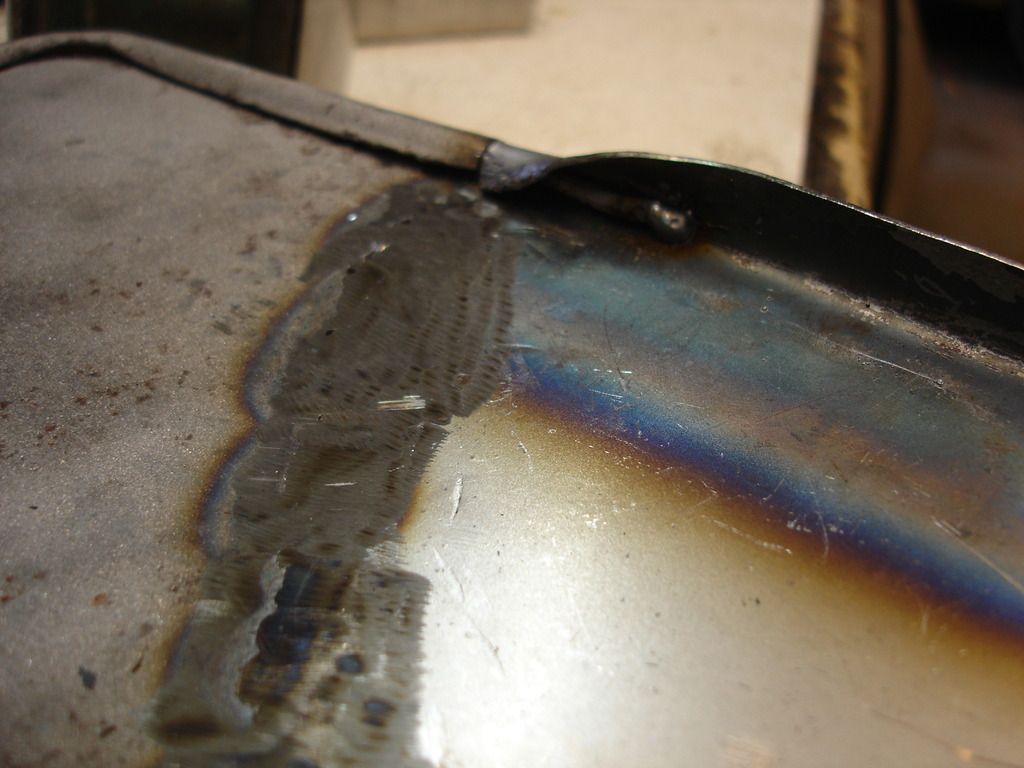
The first thing I noticed as the glass cloth came off the spare wing is that there is a patch welded into it. It's not a terrible patch job, but it was never finished. After welding in the patch, it requires the bead to be ground down and some hammer and dolly work to smooth the panel. I think the PO got in over his head, and didn't even try to smooth the panel.
A quick tip...
As a rule, never hammer on a panel without a dolly behind it. If you hammer on a plain panel, the metal does not bend as you think it would, but rather is flexes and springs back. So, with normal "tapping" you accomplish nothing. When you realize that the flexing is just "spring", and not doing anything permanent, your instinct is to hammer harder. If you do, you have to hit the metal so hard that it now leaves hammer marks. The result is...."walnutting". The dolly has mass that reacts against the panel as you tap. This prevents the metal from flexing, and allows it to bend. So, in general, never hammer without a dolly. That is the single most damaging mistake you can make as a novice bodyman.
Walnutting is very time consuming to remove. The reason is two-fold.
First, when you bang on the panel, the metal stretches. That stretching has to be removed by shrinking the panel. On a small panel that shrinking is not hard, but on a large flat panel, like the lower section of a wing...it is both tedious and mind numbing. Each little low and high spot has to be worked repeatedly to get the panel back to flat.
Second, when you walnut the metal, you have work hardened it. Work hardenening happens when you stretch the metal well past it's yeild limit. The only way to work it further after it is hardened is to heat it red hot and allow it to cool slowly. This "resets" the grain structure in the metal, so it becomes soft once again. Again, this is not hard to do on a small or rounded panel...but it becomes graduate body work when the panel is large and flat. The heating causes distortions that have to be worked back out. If you walnutted the panel to begin with, there is no way you will know enough to remove the heat distortion after heat treating the panel. Catch 22.
So, the spare wing is a write-off in my book. But, it will serve a purpose!
This is my trusty old door panel I have been using for patch material...it's almost consumed. I will cut out the upper portion of the spare wing and blast it to use as more patch material. Any flat(ish) metal panels I can find along the way will get used at some point.
Something I found interesting. My teenage son wanted to see the new Star Wars movie, so we went this week. As I was sitting there, waiting for the movie to start, I remembered myself as a teenager watching the original Star Wars (now renamed "New hope") in 1977...it dawned on me that the TR2 I am working on lived it's life, died, and has been parked in the back field for that entire 38 year period. It has not run since the original Star Wars was at the box office!

 Hey Guest!
Hey Guest!